
RU




Большие кованые колеса для поездов, кранов, механизмов перемещения на берегу
Детали продукта:
| Место происхождения: | Китай |
| Бренд: | SSI |
| Сертификация: | сертификат производства |
| Модельный номер: | SSI-M |

|
Материал: |
Качественная сталь |
Термическая обработка: |
Закалка и отпуск + закалка |
|
Характеристика: |
Долговечный |
Преимущество: |
Высокая производительность |
|
Преимущество: |
Низкая стоимость |
Продукт: |
Колесо |
|
Высокий свет: |
Большие кованые колеса, кованые колеса для кранов, Кованые колеса для кранов |
||
Описание продукта
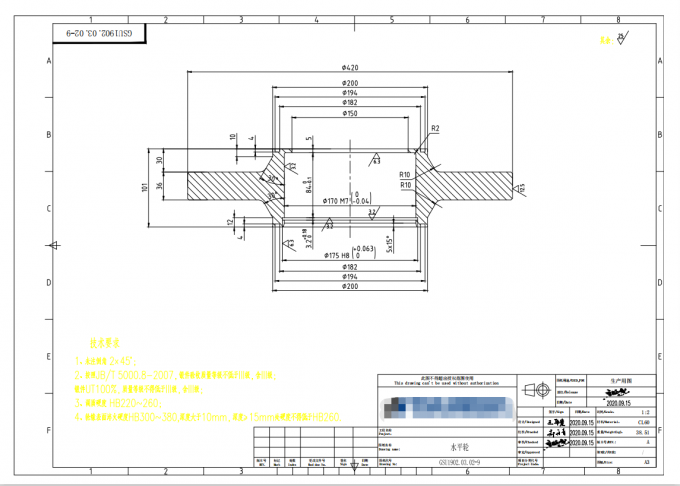
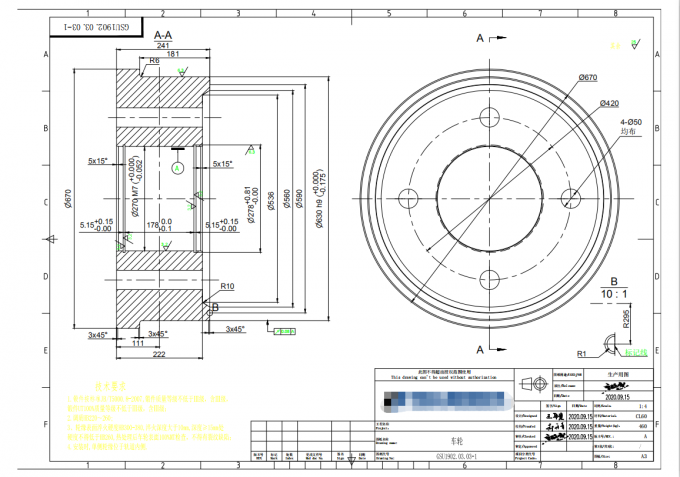
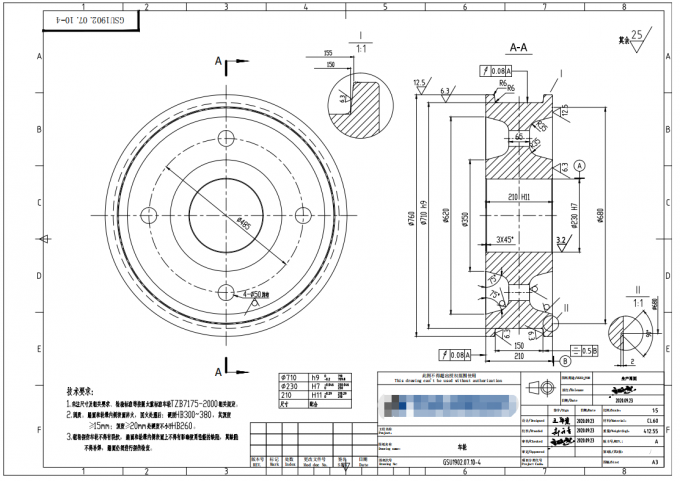
Большие кованые колеса, такие как колеса поездов, колеса для кранов, колеса для береговых мостов и т. д.
- Материал - CL60, и его химический состав плавления должен соответствовать положениям TB / t2817. Тепловая обработка колес - это общее закалочно-отпускное лечение после ковки, а протектор и обод закалены + отпущены. Принцип партии - колеса с одним номером плавильной печи, одной моделью и одним статусом термической обработки. Требуется, чтобы значение твердости поверхности протектора и обода было 300 ~ 380hb, твердость распределена по шагам, а твердость на глубине 20 мм ниже протектора не менее 260hb. После термической обработки поверхностная твердость каждого колеса должна быть равномерно проверена в трех точках на протекторе, чтобы соответствовать требованиям чертежа, подтвержденным обеими сторонами.
- Для обеспечения качества продукции необходимо провести 100% ультразвуковой контроль всего колеса и 100% магнитопорошковый контроль бандажа и обода колеса. Метод и результаты дефектоскопии должны соответствовать требованиям качества класса II JB / t5000.15-2007.
Таблица 1
|
растяжение |
атака |
|||
|
ReH (Н/мм2) |
Rm (Н/мм2) |
A5 (%) |
Z (%) |
KU2(J) (+20℃, глубина канавки 2мм) |
|
≥550 |
≥950 |
≥16 |
≥35 |
Среднее значение≥16 |
|
Нормальные температурные разрывные образцы с d0 = 10 мм и l0 = 50 мм должны быть использованы |
Применяется разрывной образец с U-формой и глубиной разрыва 2 мм при нормальной температуре |
|||
|
Метод испытания GB/T 228 |
Метод испытания GB/T 229 |
|||
- Для каждой нагрева сырья должен быть взят образец высокой мощности из тестового стержня для ковки сырья в соответствии с требованиями GB / t10561 для оценки неметаллических включений, и результаты должны соответствовать положениям таблицы 2. Поверхность проверки должна быть продольным разрезом, проходящим через ось тестового стержня, с площадью около 200мм2 (L) × B:20мм × 10мм).
Таблица 2
|
Тип включения |
Штрафная система |
Крупная система |
|
А |
≤2.5 |
≤1.5 |
|
Б |
≤3.0 |
≤2.0 |
|
С |
≤2.5 |
≤2.0 |
|
Д |
≤2.5 |
≤2.0 |
|
A+B+C+D |
≤5.5 |
|
- Протектор колеса должен быть помечен краской "код плавильной печи + номер заготовки + номер чертежа"; "Код плавильной печи + номер заготовки" должны быть отпечатаны на концевой поверхности обода стальным штампом, а высота букв должна быть 10 мм.
Случай1
Случай2
Случай3
Связанные продукты













СВЯЗАТЬСЯ С НАМИ
Связаться с нами
Информация о продукте
Количество
Единица
Штука
Поддержка заказа образцов, индивидуального заказа, оптовых продаж и полной оплаты. Если продукт, который вы ищете, не имеет соответствующего индивидуального контента, заполните форму ниже, чтобы связаться с нами, и мы ответим как можно скорее.